
- Главная
- О Нас
- Оборудования
- Прокатный станок
- Оборудование для волочения проволоки
- Прокатный стан для производства медной плоской проволоки
- Стан для прокатки плоской проволоки
- Станы для редуцирования проволоки
- Станы для прокатки профильной проволоки
- Станы для прокатки проволоки круглого сечения
- Оборудование для пайки фотоэлектрических лент
- Вспомогательное оборудование
- Новости
- Документы
- Оформить заявку
- Контакты

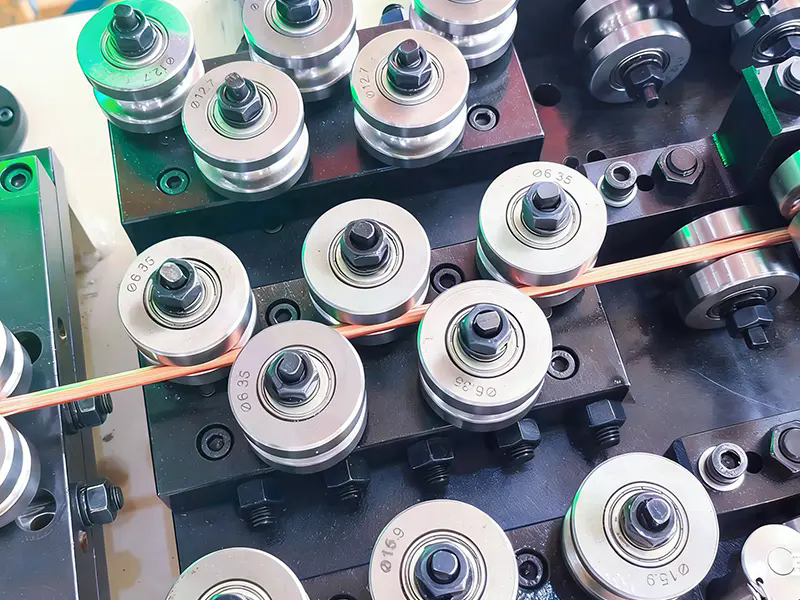
Как стан для прокатки плоской проволоки повышает точность производства?
В металлообрабатывающей промышленности точность геометрии готового изделия определяет его конкурентоспособность. Для производства плоской проволоки, используемой в пружинной, электротехнической и автомобильной отраслях, ключевым оборудованием является Стан для прокатки плоской проволоки. Современный стан — это не просто пара валков, а высокоинтегрированная система с цифровым управлением зазором и автоматической компенсацией тепловых деформаций. Наши специалисты внедряют такие линии на заводах в Челябинской и Свердловской областях, где требования к допускам достигают ±0,01 мм.
Факторы, влияющие на точность прокатки
Компания Цзянсу Ючжа Машиностроение, ООО разработала серию станов с гидравлической регулировкой положения валков. В отличие от винтовых механизмов, гидравлика обеспечивает быстродействие до 0,02 секунды на изменение зазора. Наш Стан для прокатки плоской проволоки оснащён системой AGC (Automatic Gauge Control), которая анализирует толщину выходящей полосы с частотой 1000 измерений в секунду. Это позволяет удерживать допуск в пределах ±0,5% от номинала даже при колебаниях температуры исходной заготовки. Для российских условий, где перепады температур в цехах могут достигать 30°C, мы добавили компенсацию теплового расширения станины.
Технические параметры стана YZ-FW-200
Ниже приведены характеристики нашей базовой модели, которая успешно работает на Каменск-Уральском металлургическом заводе. Данный Стан для прокатки плоской проволоки позволяет получать полосу шириной до 200 мм и толщиной от 0,5 до 8 мм с шероховатостью Ra ≤ 0,8 мкм.
| Параметр | Значение (модель YZ-FW-200) |
| Ширина прокатываемой полосы | 20 – 200 мм |
| Диапазон толщин на выходе | 0,5 – 8,0 мм |
| Точность поддержания толщины (AGC) | ±0,5% от номинала (в статике), ±0,8% в динамике |
| Скорость прокатки (регулируемая) | 0,5 – 12 м/с (с возможностью реверсивного режима) |
| Тип регулировки зазора | Гидравлический + электромеханический дублёр |
| Система охлаждения валков | Циркуляционная с фильтрацией (масло/эмульсия) для стабильности температуры |
| Энергопотребление (основной привод) | 160 кВт (переменный ток, частотное регулирование) |
Дополнительно Стан для прокатки плоской проволоки комплектуется системой измерения профиля на основе лазерной триангуляции, которая в режиме реального времени корректирует межвалковое пространство. Это особенно важно при производстве проволоки для ответственных узлов авиационных двигателей.
Реальные результаты внедрения на российских заводах
Один из наших проектов — модернизация прокатного цеха в г. Электросталь. После замены морально устаревшего двухвалкового стана на новый Стан для прокатки плоской проволоки от Цзянсу Ючжа Машиностроение, ООО брак по разнотолщинности снизился с 4,2% до 0,7%. Заказчик также отметил увеличение сменной производительности на 22% благодаря автоматической настройке под разные типоразмеры. Наши инженеры выполнили пусконаладку за 10 дней, обучив местных операторов работе с интерфейсом на русском языке. Сейчас предприятие выпускает плоскую проволоку для термопар и контактных реек с допуском, соответствующим европейским нормам.
Часто задаваемые вопросы: Как стан для прокатки плоской проволоки повышает точность производства?
Вопрос 1: Как подобрать количество клетей для стана, чтобы обеспечить стабильную толщину при прокатке нержавеющей стали?
Ответ: Для нержавеющих марок с высоким сопротивлением деформации (например, 12Х18Н10Т) мы рекомендуем 3–4 клети с промежуточными охлаждениями. Это позволяет снизить нагартовку за проход. Также обязательна система AGC с гидравлической коррекцией в каждой клети. Наши расчеты показывают, что при четырех клетях разнотолщинность снижается в 2,5 раза по сравнению с двухклетьевым станом. Мы выполняем моделирование процесса в программе DEFORM, чтобы точно определить параметры для вашей марки стали.
Вопрос 2: Какие сложности возникают при монтаже стана в существующем цехе с ограниченной высотой потолков (менее 6 метров)?
Ответ: Для низких цехов мы разработали модификацию с разделённой станиной и горизонтальной компоновкой маслостанции. Вместо вертикального расположения гидроцилиндров мы используем угловые передачи, что снижает высоту оборудования до 4,2 м. При поставке мы предоставляем 3D-модель для проверки коллизий. Наша бригада выполняет монтаж с использованием портальных кранов, а при необходимости — методом «скольжения» по рельсам. Срок сборки в стеснённых условиях увеличивается не более чем на 2 дня.
Вопрос 3: Как часто требуется калибровка валков для сохранения точности при прокатке высокопрочных сплавов?
Ответ: ля сплавов с пределом прочности более 1200 МПа износ валков ускоряется. Мы рекомендуем выполнять перешлифовку валков каждые 200 тонн прокатанного металла, а калибровку системы AGC — каждую неделю. Наш стан оснащён автоматическим устройством для съёма и установки валков, что сокращает время замены до 2 часов. Также мы поставляем комплект твёрдосплавных валков с ресурсом 500 тонн. Для контроля износа используйте наши шаблоны профиля с индикаторными головками — это облегчит принятие решения о замене.
Инновации в точности прокатки
Мы продолжаем совершенствовать конструкцию Стан для прокатки плоской проволоки. В последней версии реализована функция автоматической коррекции скорости по сигналу от лазерного измерителя ширины. Это позволяет компенсировать расплющивание металла в зоне очага деформации и получать идеально прямоугольное сечение по всей длине рулона. Цзянсу Ючжа Машиностроение, ООО также предлагает модернизацию существующих станов, включая замену подшипников и установку новой системы управления на базе Siemens S7-1500. Для предприятий, работающих по госзаказу, мы предоставляем комплект документации с перечнем критических допусков по ГОСТ 2284-79.
Предыдущий :
-
Похожие новости
- Как Вспомогательное оборудование повышает эффективность линий обработки проволоки?
- Почему Вспомогательное оборудование важно для прокатных станков и линий волочения проволоки?
- Почему контроль натяжения ленты критичен для производства солнечных модулей?
- Как оборудование для пайки фотоэлектрических лент снижает энергопотребление?
- Где чаще всего используется оборудование для пайки фотоэлектрических лент?
- Какое оборудование используется для производства фотоэлектрических лент?











